7月第四波|MCS排料生产软件更新内容汇总
【功能优化内容预览】
【开始模块】
1、板件列表页优化
2、大板排版图优化
3、大板编辑功能优化
4、电子锯设置中增加订单信息字段;
5、雕刻机设置中增加锯片开拉米诺功能;
【雕刻机模块】
1、增加余料利用功能
2、增加NC抬头备注
3、雕刻机设置中的刀具增加刀具属性
4、打孔下钻路径修改/5、增加星辉E4、南兴2512、晓风三种自动贴标格式
【钻孔设置模块】
1、增加侧孔机NC配置功能
2、增加极东两种XML文件格式
3、MPR文件支持U型件加工路径
【电子锯设置模块】
1、增加电子锯配置功能
【工艺设置模块】
1、增加条码规则设置功能
2、增加工程单板件ID设置功能
【配置设置模块】
1、增加“备份全部配置”功能
2、板件列表页增加配置切换入口
PART1:新增功能
【开始模块】
1、板件列表页优化
①增加“数量”、“柜体名称”、“自定义单号”列;

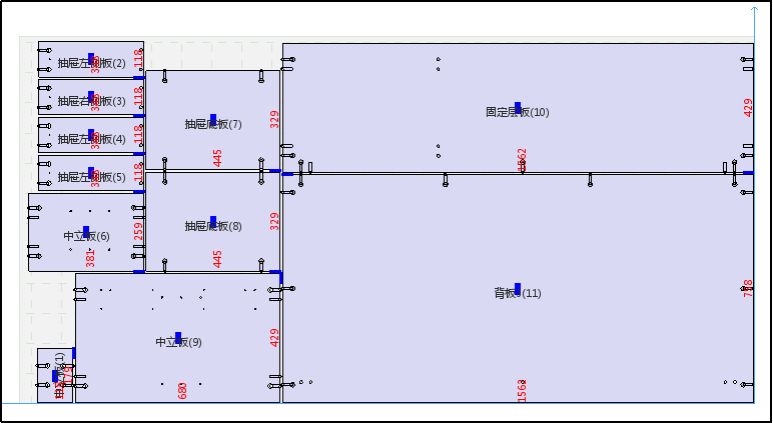
2、大板排版图优化
①落刀点显示改为蓝色直线段标识;
②板件尺寸显示改为显示在板件轮廓线内;
③板件名称字体颜色由红色改为黑色;
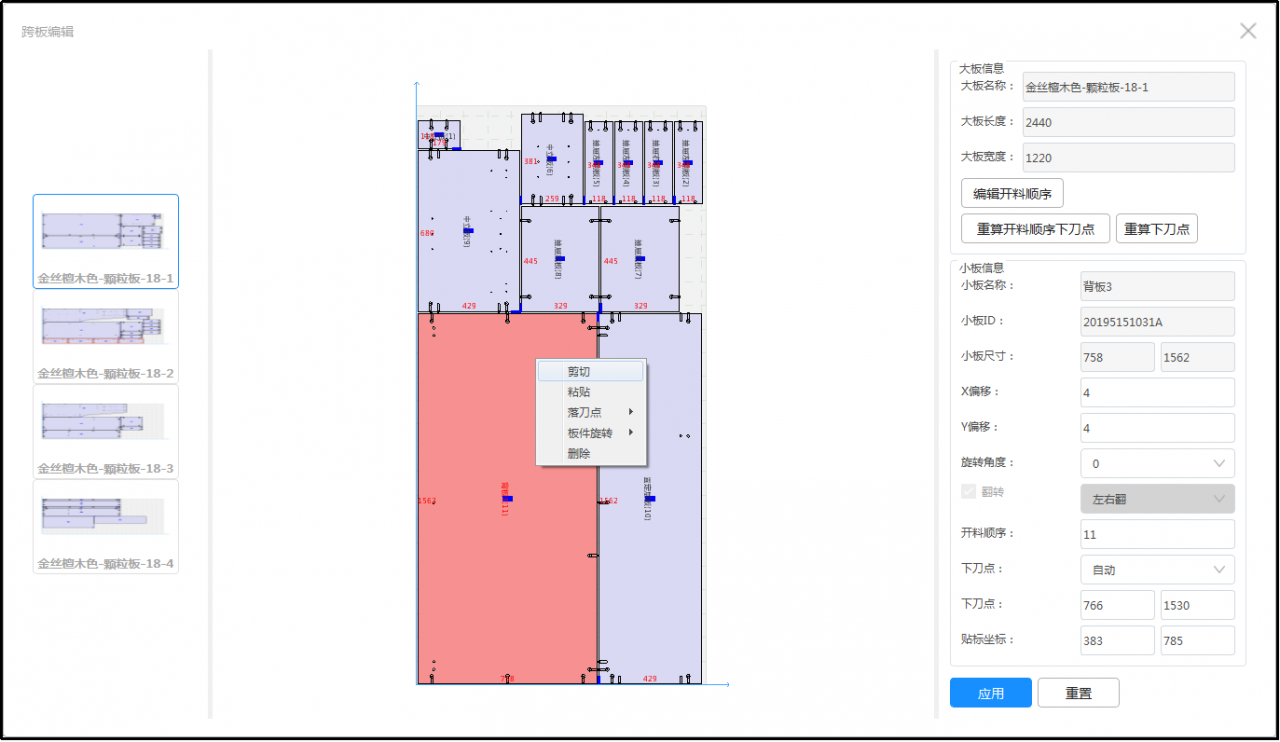
3、大板编辑功能优化
①编辑界面优化,增加左侧大板列表页。
②增加右键菜单,可通过右键菜单对小板快速编辑。
右键菜单包括:剪切、粘贴、落刀点、板件选择、删除
③增加“重算开料顺序下刀点”、“重算下刀点”两个功能:完成大板编辑后,可点击重新计算当前大板的开料顺序与下刀点。
4、电子锯设置中增加订单信息字段;
5、雕刻机设置中增加锯片开拉米诺功能;
【雕刻机模块】
1、增加余料利用功能
①启用余料切割:启用后会将大板中满足余料尺寸的区域切割出来,并且在优化排版时会优先匹配余料。
②启用余料入库:启用后切割出的余料会自动入库。
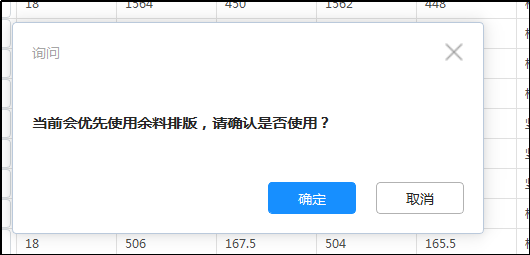
③启用余料优化提示:启用后在点击“优化排版”时会弹出提示信息。点击“确定”会使用余料进行排版,点击“取消”则不会使用余料排版。
④余料最小面积限制:单位为平方米,满足该条件的余料会被切割出来;
⑤余料最小宽度、余料最小长度:单位为毫米,满足该条件的余料会被切割出来;
⑥余料间隔:余料切割区域与排版的最前板件的间隔;
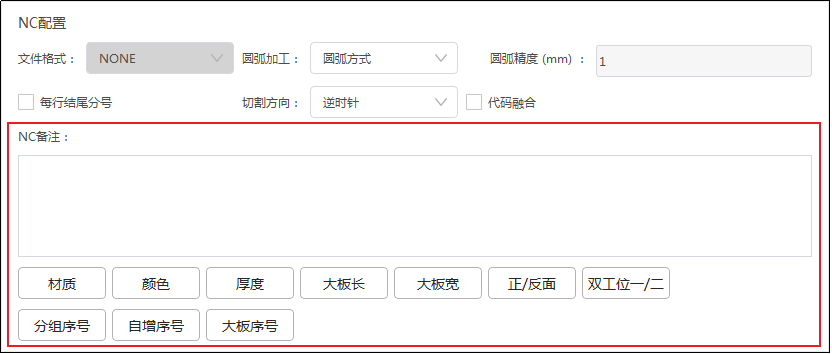
 2、增加NC抬头备注
2、增加NC抬头备注
备注信息输出在NC文件的最前面;适用情况:设备无法读取文件名中包号中文字符的文件,使用备注信息显示大板信息。
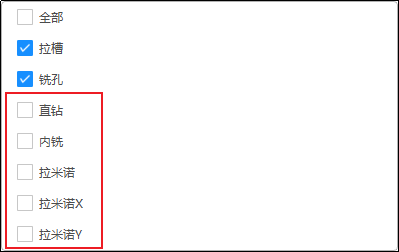
3、雕刻机设置中的刀具增加刀具属性
刀具属性中增加“直钻”、“内铣”、“拉米诺”、“拉米诺X”、“拉米诺Y”;
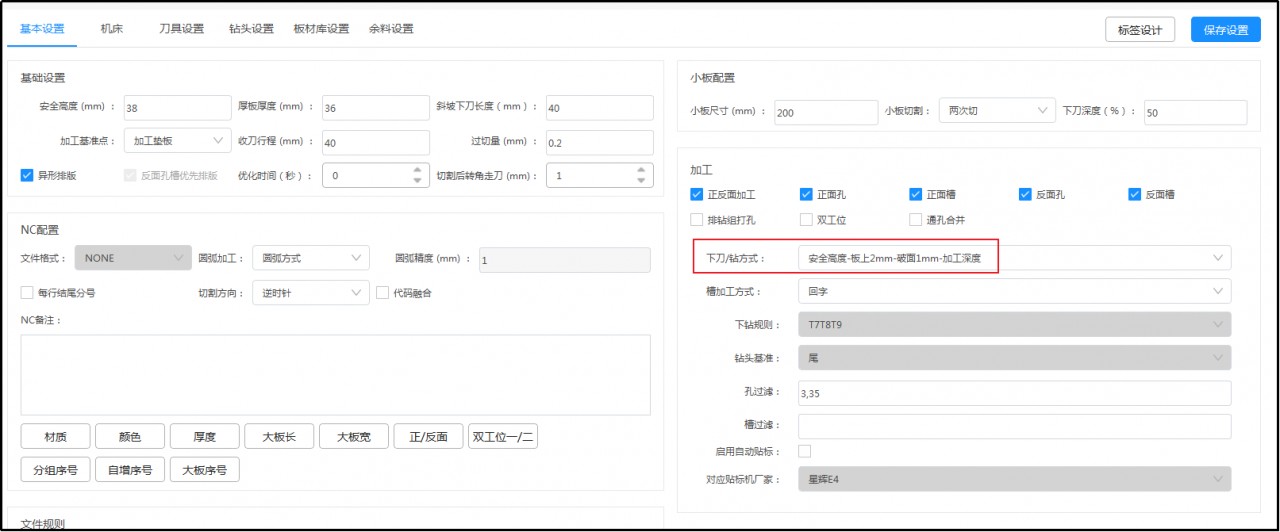
4、打孔下钻路径修改
增加四种下钻方式;
6、增加星辉E4、南兴2512、晓风三种自动贴标格式
【钻孔设置模块】
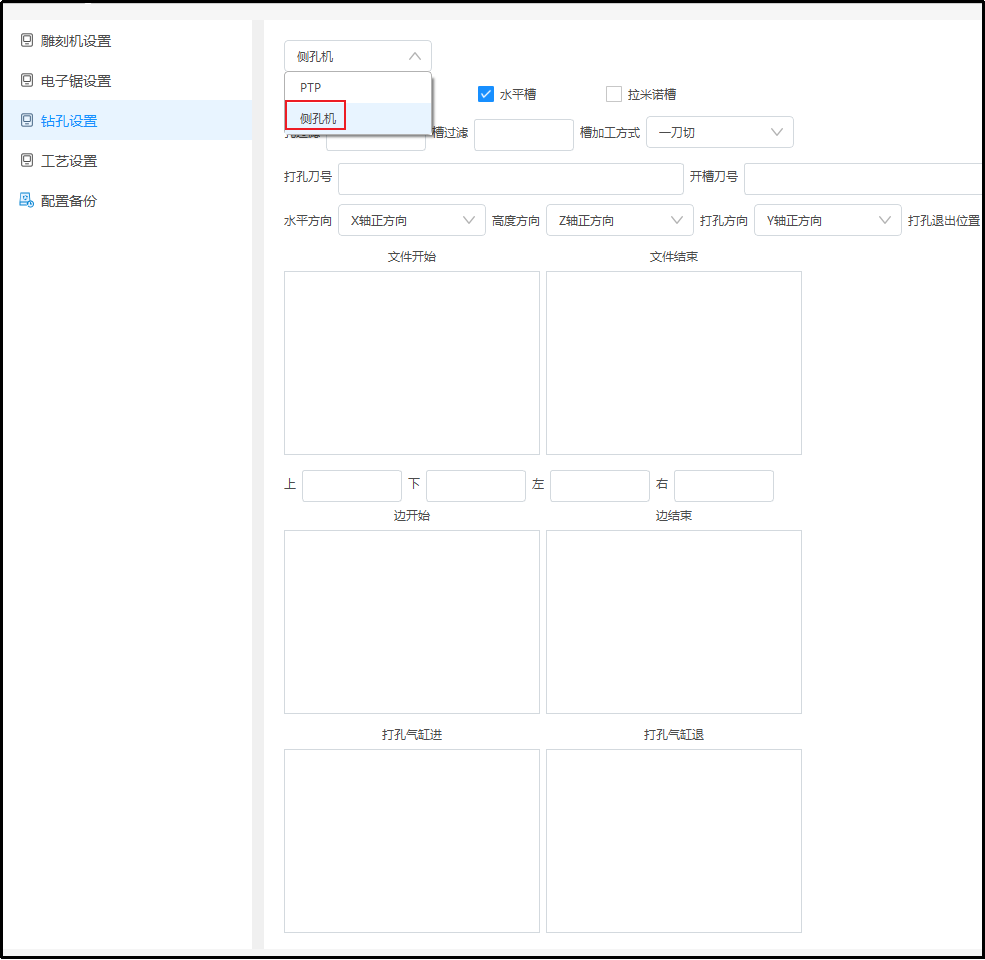
1、增加侧孔机NC配置功能
钻孔设置中选择“侧孔机”即可进行侧孔NC文件配置;
配置方法:
①、根据用户的设备刀具情况,配置打孔刀号、开槽刀号、拉米诺刀号;
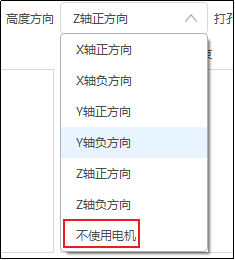
②、通过查看用户的侧孔NC文件,确定水平方向、高度方向、打孔方向的坐标系。若NC文件中未输出高度方向信息则选择“不使用电机”配置;若NC文件中未输出打孔方向的坐标信息,则选择“使用气缸”配置;
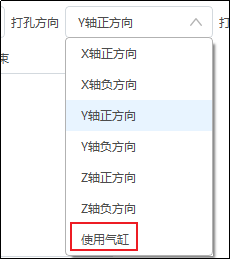
③、文件开始、结束、边开始、边结束通过查看NC文件进行配置;
④、打孔气缸进、打孔气缸退代码配置的前置条件是打孔方向选择了“使用气缸”
2、增加极东两种XML文件格式

3、MPR文件支持U型件加工路径
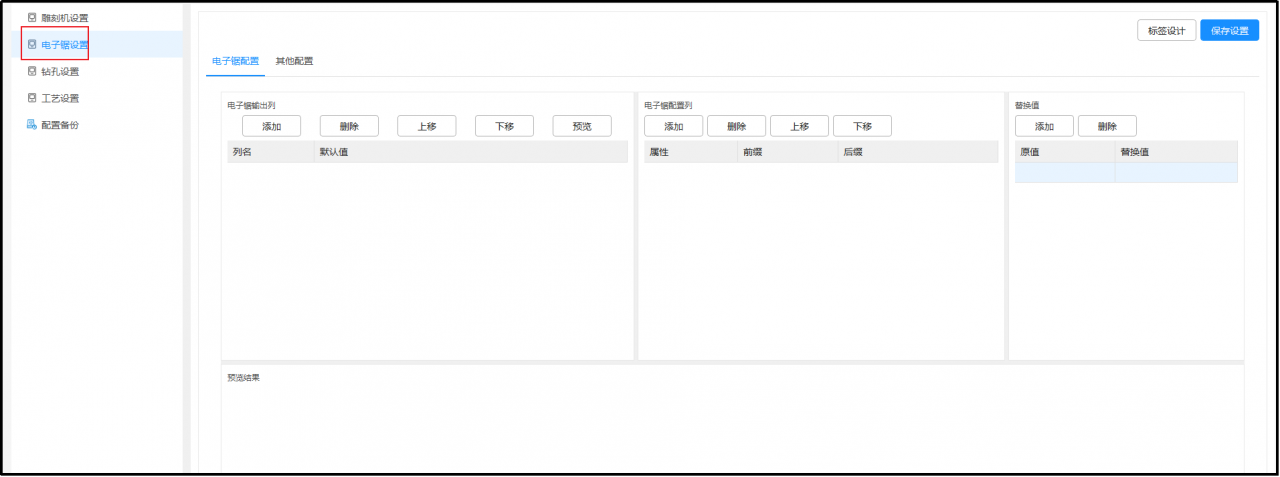
【电子锯设置模块】
1、增加电子锯配置功能
【工艺设置模块】
1、增加条码规则设置功能
可分别设置正面、反面条码生成规则;

2、增加工程单板件ID设置功能

【配置设置模块】
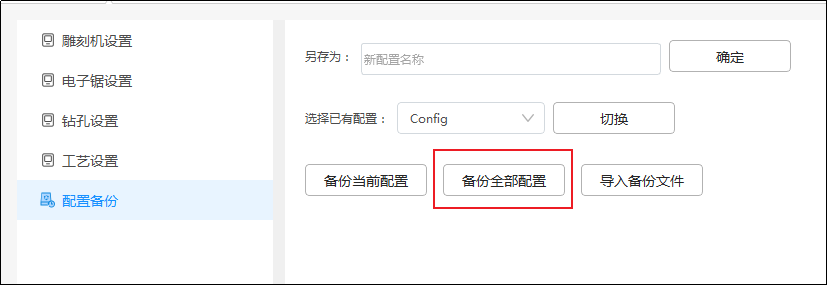
1、增加“备份全部配置”功能
当有多产线时,可将所有产线数据一次备份完成;
2、板件列表页增加配置切换入口
①当有多产线时,可在此入口完成配置快速切换;

②若当前配置中同时雕刻机和电子锯配置时,在此入口完成快速切换;

PART2:功能优化内容
1、特定坐标系下铣孔路径错误;
2、雕刻机钻包打孔时,反面NC竖向双钻下基准错误;
3、大板编辑时,增加超出大板边界判断;
4、修复钻包无法加工通孔的问题;
5、修复双钻下坐标位置问题;
6、修复两刀切割抬刀位置错误问题;
——————END——————
了解更多教学信息,关注小维智造公众号



