6月第四波|MCS排料生产软件3.0更新内容汇总
1:MCS3.0版本配置变更说明:
新版本增加切换配置功能,导致旧版本的配置备份无法还原到新版本中,请各位小伙伴使用手动复制的方式处理客户的配置,对此带来的不便,深表歉意,后续会加强程序升级的自动化,减轻大家部署的难度。
说明如下:
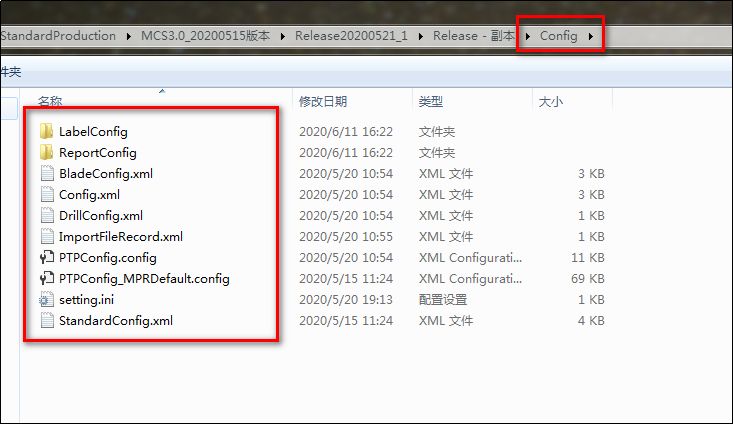
⑴、旧配置的目录格式为config目录下放所有配置文件:
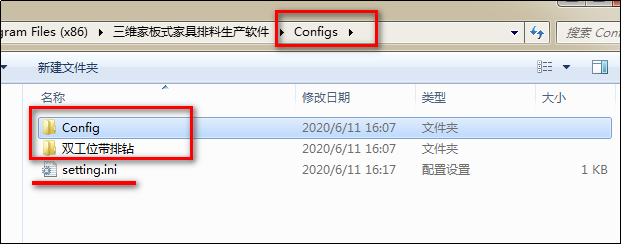
⑵、新配置的目录格式为Configs目录下放多个配置文件夹,每个配置文件夹下对应一份配置:
2:更新操作如下:
⑴、将旧配置中的Setting.ini文件放到【Configs】目录下;
⑵、旧配置Config目录复制到【Configs】目录下,替换【Configs/Config】下的文件;
⑶、删掉【Configs/Config】下的setting.ini文件;
3:更新注意事项:
替换配置文件后,需要同步修改刀具加工厚度与刀具属性信息;
⑴、刀具列表信息
a.默认刀具:将配置加工厚度的刀具设置为默认刀具;
b.刀具属性:根据刀具的实际加工类型设置;
c.加工厚度:默认所有刀具都不要设置,非默认刀具需要开料的才需要设置;将需要加工的厚度填入即可;
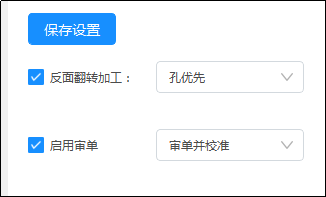
⑵、工艺配置中的“反面翻转加工”与“启用审单”配置根据具体使用需求判断是否要启用
【新增功能预览】
1、NC目录与文件名设置功能:客户可根据自己需求设置文件目录与文件名;
2、雕刻机设置中增加双工位设置:可对接双工位雕刻机机型
3、增加刀具属性功能:可对每把刀具设置加工属性
4、增加板材库功能:可根据基材、颜色、厚度设置默认的大板规格
5、打孔文件类型增加南兴xml文件格式
6、增加预处理配置:反面翻转与启用审单功能
7、增加配置切换与配置另存功能:企业多产线时可进行配置切换;
8、文件规则中增加“大板序号字段”;
9、标签中条形码可单独拉伸长度;
10、标签中增加自定义单号字段;
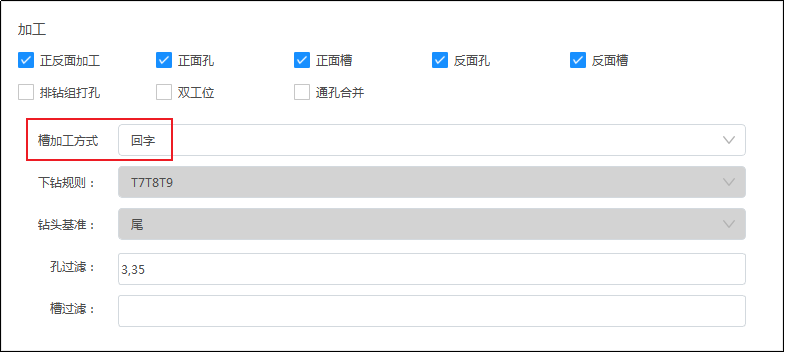
11、槽加工方式增加“回字”、“弓字”两个选项;
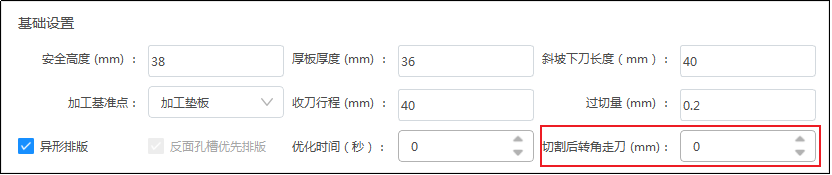
12、增加“切割后转角走刀”;
PART1:新增功能
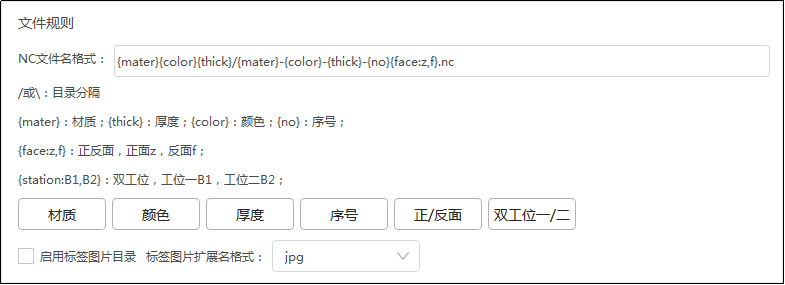
1、NC目录与文件名设置功能:客户可根据自己需求设置文件目录与文件名;
设置位置:设置-雕刻机设置-基础设置
A.根据配置条件设置NC目录及文件名的前后缀
B.根据配置条件设置NC文件名及前后缀
C.设置标签图片格式
 2、雕刻机设置中增加双工位设置:可对接双工位雕刻机机型
2、雕刻机设置中增加双工位设置:可对接双工位雕刻机机型
设置位置:设置-雕刻机设置-基础设置

3、增加刀具属性功能:可对每把刀具设置加工属性
配置位置:设置-雕刻机设置-刀具设置
A.属性:共“拉槽”、“铣孔”两个属性;
B.默认刀具:需要设置其中一把刀为默认开料刀
如其他刀具未设置“加工厚度”,则默认刀具加工所有厚度的板件
如其他刀具设置“加工厚度”,则该刀具只能加工该厚度板件
C. 刀路增量:排版间距相对刀具直径所增加的量

4、增加板材库功能:可根据基材、颜色、厚度设置默认的大板规格
配置位置:设置-雕刻机设置-板材库设置

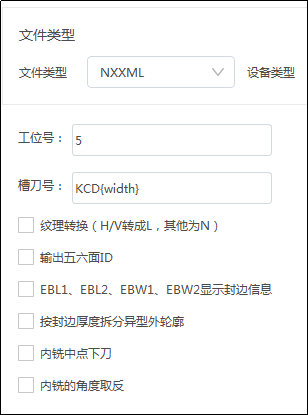
5、打孔文件类型增加南兴xml文件格式
6、增加预处理配置:反面翻转与启用审单功能
配置位置-设置-工艺配置
7、增加配置切换与配置另存功能:企业多产线时可进行配置切换;

8、文件规则中增加“大板序号字段”;
A.将原“大板序号”字段改为“分组序号”
B.现“大板序号”字段逻辑:当前任务的所有大板按顺序排序,从1开始递增;
C.“分组序号”、“自增序号”、“大板序号”可配置序号位数;
举例:大板序号需要全部是两位数;配置方法:{bno:2};

9、标签中条形码可单独拉伸长度;
10、标签中增加自定义单号字段;
11、槽加工方式增加“回字”、“弓字”两个选项;
回字:刀径小于槽宽时,回字路径加工;加工路径少,效率较高;
弓字:刀径小于槽宽时,回字路径加工;加工路径多,减少爆边;
 12、增加“切割后转角走刀”;
12、增加“切割后转角走刀”;
⑴解决小板最后切断位置有毛刺、未切断的问题
PART2:功能优化内容
1、大板中反面内铣数据未镜像问题;
2、将“刀具组”、“排钻组”的NC设置位置移动至机床页面;

3、默认将有正反面将的NC文件序号排在前,减少翻板误操作
4、定位气缸示意图显示错误;
5、板件数量多时,标签中大板预览图无法显示问题;
6、钻孔设置中MPR文件类型无法保存问题;
7、南兴xml文件中异形缺少加工点;
8、修复部分情况下下刀点不合理造成的跑板问题;
9、修复BAN数据问题;
10、修复打印标签-打印顺序中的按“贴标位置X轴”配置不生效问题;
11、板件优化后在板件数据页面,工件详情tab根据板件ID排序后切换大板后小版部分显示数据丢失;
12、修复有内铣的小板在标签板件缩略图显示错误问题;
——————END——————
了解更多教学信息,关注小维智造公众号



