10月第四波|MCS排料生产软件V1.5.0版本更新内容
【新增功能预览】
1、NC类打孔文件配置功能;
作用:输出PTP所需的NC格式的打孔文件;
2、打孔文件类型增加:
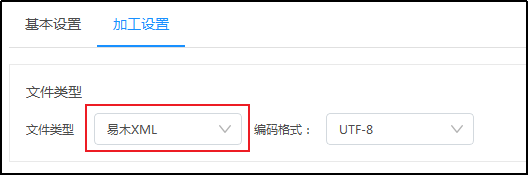
⑴、易木xml:对接极东五/六面钻;
⑵、SCM-XXL文件
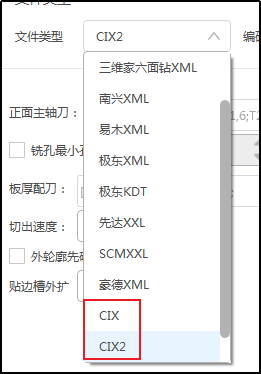
⑶、增加两种CIX格式打孔文件;
3、增加配置“云端备份”功能;
作用:将配置文件备份在云端,同个机构下的账号均可同步;
4、增加标签文件目录设置功能;
作用:配置板件标签文件的命名与目录;
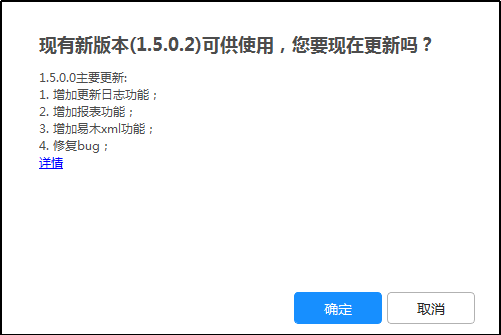
5、版本更新提示框中增加更新大纲与详情连接;
作用:在更新提示中增加版本内容大纲与详情连接,用户可通过版本内容决定是否需要更新;
PART1:新增功能
1、NC类打孔文件配置功能;
作用:
输出PTP所需的NC格式的打孔文件;
配置内容:
A. 基础设置
1)文件后缀:配置打孔文件的后缀名,默认为空,及没有后缀名;实际配置时根据企业的加工文件去设置,一般无需设置后缀名,常用的后缀名有.nc、.anc;
2)G00空程速度:配置NC文件中G0定位的空程速度;
3)水平钻安全高度:配置水平孔加工完成后,抬刀的高度;
4)其他配置与PTP中的配置作用一致;
B. 机床
1)坐标系:根据设备的机床坐标进行配置,共:长轴为Y方向、长轴为X方向两个选项;默认值为“长轴为Y方向”;
2)加工坐标:根据加工文件中的X、Y的坐标值设定,共:X+,Y+、X-,Y+、X-,Y-、X+,Y-四个选项;默认值为:X+,Y+;
3)定位气缸位置:根据设备的靠档点去配置,有左上、右上、左下、右下四个配置项;默认值为:左下;
4)NC指令配置方法与雕刻机中的配置方法一致;
C. 钻头设置
1)刀具与钻头类型共有:垂直钻、X轴向左水平钻、X轴向右水平钻、Y轴向下水平钻、2)Y轴向上水平钻、主轴六种类型;
3)钻头的坐标信息需要与设备中的一致;
4)刀具代码配置方法与雕刻机中的配置方法一致;
5)刀具属性为“主轴”时,主轴的加工内容是通过属性去配置,属性共:拉槽、铣孔、直钻、内铣、外轮廓五种加工属性;


2、打孔文件类型增加:
①、易木xml:对接极东五/六面钻;
②、SCM-XXL文件
a. 增加主轴铣孔设置:孔径大于“”启用铣孔,解决需要使用主轴铣孔的情况;
b. 铣孔、槽、外轮廓可指定刀具加工:在相应加工类型的数据配置中,将T={toolName},字段修改为T={toolName:[指定刀具名]};
如需要指定刀具名为113的主轴刀加工外轮廓,则在“圆弧切角”、“直线切角”的配置框中将T={toolName}字段配置为T={toolName:113}; 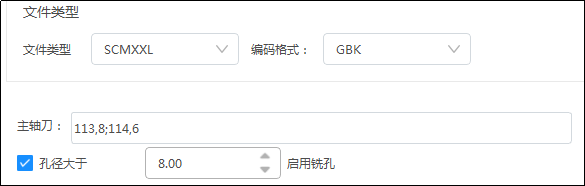
③、增加两种CIX格式打孔文件;
3、增加配置“云端备份”功能;
作用:将配置文件备份在云端,同个机构下的账号均可同步;
①、功能包括:配置云备份、还原配置、删除配置;
a.配置云备份:点击后弹出信息框填写配置的备注信息,确定后将软件当前配置上传到服务器;
b.还原配置:选中配置列表中的配置后,点击“还原配置,将云端中的该配置还原到软件中;
c.删除配置:删除选中的配置

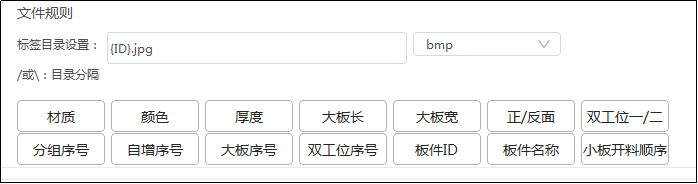
4、增加标签文件目录设置功能;
作用:配置板件标签文件的命名与目录;
①、配置方法同NC文件的配置方法;
6、版本更新提示框中增加更新大纲与详情连接;
作用:在更新提示中增加版本内容大纲与详情连接,用户可通过版本内容决定是否需要更新;
PART2:功能优化内容
1. 修复当等于厚板厚度的板件有通铣时,NC铣型无法铣穿的问题;
2. 修复忽略纹理后极东自动贴标格式的旋转参数值未跟随变化的问题;
3. 修复SCM-XXL输出外轮廓数据错误的问题;
4. 修复使用余料排版时,坐标原点与坐标系与配置项未对应的问题;
5. 修复南兴XML中通孔在反面时无法加工的问题;
6. 修复"双工位NC分组输出"配置无法保存的问题;
7. 修复文件输出目录为空的问题;
——————END——————
了解更多信息,关注小维智造公众号



